فولاد سمانتاسیون چیست؟
فولاد های سمانته به دو دسته تقسیم می شوند: سمانته های نیکل دار و سمانته های غیر نیکل دار، که فولاد 1.7131 از جمله فولاد های سمانته غیر نیکل دار می باشد. در واقع اصطلاح سمانته یا سمانتاسیون به معنی سختکاری سطحی می باشد که در واقع نوعی عملیات حرارتی هستند که سطح نمونه سخت می گردد و مغز نمونه بدون تاثیر سختی می ماند که در واقع می گوییم سطح سخت و مغز چقرمه (نرم) است. این فولاد ترکیب شیمیایی 16 MnCR5 که در دمای 880-980 درجه سانتی گراد کربن دهی می گردد که در دمای780-820 سطح آن سخت می شود و در دمای 150-200 درجه ی سانتی گراد، تمپر می شود و سطح آن ماکزیمم (البته سایز های ریز) به 47HRC می رسد از موارد کاربرد آن می توان به چرخ های دندانه دار و اجزاء فرمان اشاره نمود.
درصد کربن فولاد سمانته پایین و حداکثر3/.است.فولادهای سمانتاسیون علاوه بر کربن دارای عناصر آلیاژی دیگر نظیر: منگنز، سیلیسیم ، کرُم ، مولیبدن و نیکل می باشند و تحت عملیات حرارتی کربن دهی تولید می شوند . به دلیل درصد پایین کربن بعد از عملیات حرارتی سخت کاری سختی بالایی نخواهند داشت.اگر سطح فولاد با عملیات کربن دهی پرکربن شود سختی سطح بالا می رود .حداکثر نفوذ کربن 2 میلیمتر زیر سطح خواهد بود. فولادهای سمانته سطحی سخت و مغزی نرم و چقرمه و مقاومت به سایش بالایی خواهند داشت و در عین حال مقاومت به ضربه بالایی نیز دارند.فولادهای سمانته به دو دسته با استانداردهای مختلف تقسیم می شوند که به شرح زیر می باشند :
فولاد سمانته نوع اول
این فولاد سمانته به علت دارا بودن کرم و نیکل بالا در مقابل فشار و اصطکاک مقاومت بسیار عالی دارد. برای ساخت انواع چرخ دنده پیستون میله های هزار خار – گژن پین میل فرمان و … به کار می رود و با پلیش عالی در صنایع پلاستیک و ملامین نیز به کار می رود.با استاندارد 5919 (7210 آساب) تقریبا خواص مشابهی دارد.
فولاد سمانته نوع دوم
این فولاد سمانته نیز برای ساخت کلیه قطعاتی که باید دارای سطح بسیار سخت و مغز نرم باشند به کار می رود.مانند انواع مختلف چرخ دنده – میل فرمان – کرانویل و پیتیون و غیره در صنایع پلاستیک نیز استفاده می شود. با استاندارد 7147 تقریبا خواص مشابهی دارد. برای ساخت پوسته های فک آسیاب و میل جک های هیدرولیکی نیز به کار می رود.
ایجاد پوششهای پایه کروم بر فولاد ساده کم کربن به روش سمانتاسیون بستهای
عملیات حرارتی سطحی فرایندی شامل گستره وسیعی از روش های مختلف می باشد. که برای افزایش سختی، بهبود مقاومت سایشی، افزایش میزان مقاومت به خستگی و حتی افزایش مقاومت در برابر خوردگی به کار می رود، بدون اینکه خواص درونی قطعه نظیر نرمی مغز و چقرمگی تحت تاثیر قرار گیرد. از جمله اعمال سطحی، عملیات پوشش دهی نفوذی است. در این پروژه از روش کروم دهی به روش سمانتاسیون بسته ای، از جمله روش های ایجاد پوشش نفوذی،، برای ایجاد پوشش های کروم بر روی سه نوع فولاد کربنی ساده استفاده شد. این عملیات 1000 C انجام و اثر متغیرهای زمان و مقدار کربن فولاد مورد بررسی واقع شد. فولادها دارای مقادیر کربن 4%، 13/0 و 45/0 بودند و هر کدام در زمان های 2، 4، 6، 8 و 10 ساعت مورد عملیات کروم دهی قرار گرفتند. مخلوط پودر مورد استفاده برای این آزمایشات بصورت 25 درصد وزنی کروم، 5 درصد وزنی کلرید آمونیوم و 70 درصد وزنی پیدر آلومین انتخاب شد. بررسی نتایج اشعه ایکس وجود فازهای (CrFe)2N1-x ، Cr23C6 و (CrFe)7C3 را نشان داد نتایج سختی سنجی مشخص کرد که تغییرات زمان انجام آزمایشات کروم دهی و همچنین مقدار کربن فولاد تاثیر چندانی بر میزان سختی پوشش حاصل ندارد که با توجه به وجود فازهای مشابه در پوشش ها، منطقی به نظر می رسد. بررسی ضخامت پوشش ها هم نشان داد که افزایش زمان انجام آزمایشات و همچنین افزایش مقدار کربن فولاد، باعث افزایش ضخامت پوشش می شود. از رسم نمودار ضخامت بر حسب ریشه دوم زمان انجام آزمایش، مقدار Kp برای فولادهای 1، 2 و 3 به ترتیب 80/1، 24/2 و47/3 بدست آمد و مشخص گردید که با افزایش مقدار کربن فولاد مقدار Kp نیز افزایش می یابد و این به معنای افزایش ضخامت پوشش می باشد.
فولاد سمانته چیست؟
فولاد سمانته یکی از انواع فولادهای الیاژی است که به دلیل داشتن مقادیر کروم و نیکل زیاد، مقاومت خیلی زیادی در برابر فشار اصطکاک دارد، به دلیل مقاومت خیلی بالای این فولاد از آن در کاربردهای مختلفی از جمله: ساخت چرخ دنده، میل فرمان و.. و کاربردهایی که نیاز به مقاومت خیلی زیادی دارند استفاده می شود.
به طور کلی این فولاد به دو دسته تقسیم بندی می شود.
سمانته نیکل دار
سمانته بدون نیکل 1.7131
روش سمانته کردن فولاد
همان طور که گفتیم برای سخت کردن و ضد سایش کردن فولاد آن را سمانته می کنند، اما این عملیات به چه شیوه ای انجام می شود؟
در واقع می توان گفت عملیات سمانتاسیون به نوعی عملیات حرارتی است که با استفاده از آن سطح فولاد سخت کاری می شود، در واقع این فولاد داری سطحی بسیار سخت و مغزی چقرمه یا نرم است.
برای انجام این عملیات باید فولاد را به دمای 880 تا 980 برسانیم. و سپس آن را کربن دهی کنیم، زمانی که فولاد در دمای 780 قرار می گیرد، سطحش دوباره سخت می شود، و زمانی که دوباره در دمای 150 تا 200 درجه قرار می گیرد تمپر می شود و درحالی که تمپر می شود سطح مکانیزم آن به سایزهای ریزتر یعنی 47HRC می رسد. به همین دلیل هم از آن می توانیم در کاربردهایی مانند ساخت چرخ دنده ها که باید از مقاومت خیلی بالایی برخوردار باشند استفاده کنیم.
انواع گریدهای فولاد سمانتاسیون
فولادهای سمانتاسیون دارای گرید های مختلفی هستند، که به همین دلیل هم دارای قیمت های مختلفی اند. هر یک از گریدها با توجه به کاربردی که دارد دارای کاربرد خاص و در نتبجه قیمت فولاد سمانته هم متغییر خواهد بود.
از انواع گرید های این فولاد آلیاژی می توانبم به 1.7131 و 15920 که از مهم ترین های این فولاد هستند اشاره داشته باشیم.
مهم ترین کاربردهای فولاد سمانته
به این دلیل که این نوع دارای قابلیت سختی بالا و ماشین کاری فوق العاده ای هستند از آنها در کاربردهای زیر استفاده می شود.
ساخت چرخ دنده ها
ساخت و تولید عناصر هدایت کننده
ساخت قالب های رزین مصنوعی که برای پردازش های ترموپلاستیکی مورد استفاده قرار می گیرند.
ساخت خطوط لودر
فولادهای سمانته یا سمانتاسیون:
در بسیاری از کاربردهای صنعتی نیاز به قطعات فولادی است که دارای سطحی سخت بوده و در عین حال از چقرمگی یا مقاومت به ضربه خوبی نیز برخوردار باشند. برای مثال قطعاتی مانند میل لنگ، میل بادامک و چرخ دنده باید سطحی بسیار سخت و مقاوم در برابر سایش داشته باشند، ضمن آنکه دارای استحکام مکانیکی خوبی هم بوده و بسیار چقرمه و مقاوم در برابر ضربه های وارده در حین کار باشند. این خواص را در برخی قطعات فولادی می توان با عملیات حرارتی سخت کردن سطحی به وجود آورد. روش های مختلف عملیات حرارتی به منظور سخت کردن سطح قطعات عموماً به سه دسته زیر تقسیم می شود:
عملیات حرارتی – شیمیایی یا نفوذی که منجر به تغییر ترکیب شیمیایی سطح فولاد و یا نفوذ یک عنصر بین نشین یا جانشین به داخل قطعه می شود مانند کربن دهی، نیتروژن دهی، کربن نیتروژن دهی، بور دهی و غیره.
عملیات حرارتی موضعی بدون تغییر ترکیب شیمیایی سطح مانند سخت کردن القایی و شعله ای
سایر روش های سخت کردن سطحی مانند سخت کردن لیزری، پلاسمایی و پرتو الکترونی، عملیات حرارتی سطحی به روش القا یا کاشت یون
فولادهای سمانتاسیون فولادهای ساده کربنی و یا کم آلیاژ کم کربنی هستند که می توان مقدار کربن در سطح آن ها را به روش کربن دهی به حدی افزایش داد که ساختار سطح آن ها پس از سرد شدن سریع از دمای آستنیته شدن، به زمینه ی مارتنزیتی پر کربن با سختی بالا تبدیل شود. در این صورت سطحی مقاوم به سایش و خستگی از میکروساختار مارتنزیت سخت پر کربن بر روی مغزی نرم و مقاوم به ضربه با میکروساختار مارتنزیت کم کربن یا پرلیت و فریت تشکیل می شود.
فولادهای سمانتاسیون دارای کربن پایین به مقدار ۰٫۰۷ تا ۰٫۲۵ درصد هستند. این درصد کربن موجب می شود تا مغز قطعه کربن داده شده از چقرمگی و انعطاف پذیری خوبی برخوردار باشد. فولادهای سمانته آلیاژی دارای عناصر آلیاژی منگنز، کروم، نیکل و مولیبدن و … هستند که استحکام و سختی پذیری آن ها را افزایش می دهد.
کربن دهی به سطح فولاد:
کربن دهی فرایند اضافه کردن کربن به سطح فولاد کم کربن است که معمولاً در محدوده دمایی ۹۵۰-۸۵۰ درجه سانتیگراد انجام می شود. در این محدوده دمایی، ساختار فولاد شامل آستنیت است که حد حلالیت زیادی نسبت به کربن دارد. هنگامی که فولاد در این محدوده دمایی برای مدت زمان مشخص در تماس با مواد کربن ده قرار می گیرد، کربن اتمی از مواد کربن ده آزاد شده، جذب سطح فولاد می شود و سپس به داخل آن نفوذ کند. به این ترتیب سطح قطعه را فولاد پر کربن و مغز آن را فولاد کم کربن تشکیل می دهد.
کربن دهی به فولاد معمولاً با روش های زیر انجام می شود:
کربن دهی جامد یا پودری (Pack Carburizing)
کربن دهی مایع یا کربن دهی در حمام نمک (Liquid or Salt Bath Carburizing)
کربن دهی گازی (Gas Carburizing)
کربن دهی در خلاء (Vacuum Carburizing)
کربن دهی پلاسما (Plasma Carburizing)
در بین این روش ها، روش های متداول در صنعت ایران سه روش کربن دهی جامد، مایع و گازی است. این دسته بندی بر اساس محیط کربن دهی و مواد کربن ده مورد استفاده در آن است. بر این اساس از سه گروه مواد جامد، مایع و گاز برای کربن دهی استفاده می شود. در کربن دهی پودری یا جامد، قطعات فولادی را همراه با مواد کربن ده جامد در یک جعبه فولادی معمولاً از جنس فولاد نسوز موسوم به جعبه سمانتاسیون بسته بندی می کنند. پس از بسته بندی، در جعبه را به کمک مواد نسوز مانند آزبست و یا خاک رس به نحوی می بندند که هیچ گونه تبادل هوا با خارج نداشته باشد. این جعبه را تا دمای کربن دهی (اغلب بین ۹۲۵-۸۷۵ درجه سانتیگراد) حرارت می دهند و برای مدت زمان مشخصی در این دما نگه می دارند. از واکنش های شیمیایی داخل جعبه، گاز منو اکسید کربن تشکیل می شود که این گاز در سطح فولاد تجزیه شده و تولید کربن اتمی می کند. در دمای بالا (ناحیه تک فازی آستنیت)، کربن اتمی جذب سطحی فولاد می شود و سپس به داخل آن نفوذ می کند.
در کربن دهی مایع، قطعات فولادی را در داخل حمام مذاب غنی از سیانید در دمایی بین ۹۵۰-۸۵۰ درجه سانتیگراد وارد می کنند و برای مدت زمان مشخصی نگه می دارند. در این روش نیز، در اثر واکنش های شیمیایی مختلف، نیتروژن و منو اکسید کربن در سطح فولاد آزاد می شود. با تجزیه منو اکسید کربن به کربن اتمی، کربن و نیتروژن اتمی در سطح فولاد جذب و به صورت بین نشینی نفوذ می کنند.
در کربن دهی گازی، قطعات فولادی را در حدود ۹۰۰ درجه سانتیگراد برای مدت زمان مشخص درمحیطی شامل گاز یا مخلوطی از گازهایی که بتوانند در سطح فولاد تجزیه شده و تولید کربن اتمی کنند قرار می دهند.
سخت کاری سطحی فولادهای سمانته:
پس از کربن دهی به فولادهای سمانته، با فولادی سر و کار خواهیم داشت که سطح آن پر کربن و مغز آن کم کربن است. برای عملیات حرارتی فولادهای کربن داده شده به منظور دستیابی به سختی مورد نیاز سطحی از روش های زیر استفاده می شود:
سخت کردن مستقیم:
در این روش، قطعه را بلافاصله پس از کربن دهی و از همان دمای کربن دهی به محیط سخت کننده یا کوئنچ که معمولاً روغن است انتقال می دهند. از این روش موقعی استفاده می شود که شکل قطعه ساده باشد و سریع سرد شدن فولاد از دامنه حرارتی کربن دهی باعث خسارت دیدن قطعه نشود. برای استفاده از سخت کاری مستقیم، باید عمق نفوذ کربن در فولاد نسبتاً کم (کمتر از ۰٫۵ میلی متر) و درصد کربن پوسته خارجی حداکثر در حدود کربن یوتکتویید باشد. همچنین نباید دما و زمان کربن دهی در حدی بوده باشد که دانه های آستنیت درشت شده باشند.
سخت کردن یک مرحله ای:
در این روش، قطعه را پس از کربن دهی، در هوا یا جعبه سمانتاسیون تا دمای اتاق به آرامی سرد می کنند. سپس با توجه به درصد کربن سطح، آن را در دمای مناسب آستنیته کرده و در محیط سرد کننده مناسب (ترجیحاً روغن) سرد می کنند.
سخت کردن دو مرحله ای:
این روش شامل دو مرحله سخت کردن به صورت سیکل های زیر است:
سیکل ۱:
سرد کردن سریع و مستقیم قطعه بلافاصله پس از کربن دهی و از همان دما
پس از سرد شدن قطعه از سخت کاری مرحله قبلی، آستنیته کردن قطعه در دمایی پایین تر از دمای کربن دهی و سرد کردن سریع مجدد
سیکل ۲:
قطعه را پس از کربن دهی، به آرامی در هوا یا جعبه سمانتاسیون تا دمای اتاق سرد می کنند.
قطعه را در محدوده دمایی ۹۰۰-۸۵۰ درجه سانتیگراد آستنیته کرده و سپس سریع (معمولاً در روغن) سرد می کنند (مرحله اول سخت کردن)
قطعه را در محدوده دمایی ۸۲۰-۷۸۰ درجه سانتیگراد مجدداً آستنیته کرده و سپس سریع (معمولاً در آب) سرد می کنند (مرحله دوم سخت کردن)
از روش سخت کردن دو مرحله ای به دلیل گران و غیر اقتصادی بودن آن معمولاً استفاده نمی شود.
عمق و مقدار سختی سطح فولادهای سمانته:
سختی سطح فولاد سمانته عمدتاً تابع درصد کربن آن است. با افزایش درصد کربن به بیش از ۰٫۵ درصد، کربن اضافی اثر چندانی بر روی سختی ندارد ولی موجب افزایش سختی پذیری می شود. کربن سطح را در محدوده ی ۱-۰٫۸ درصد و معمولاً ۰٫۹ درصد نگه می دارند. در صورت افزایش درصد کربن سطحی، خطر تشکیل آستنیت باقیمانده، کاربید آزاد و ماتنزیت ترد و شکننده ناشی از کربن زیاد وجود دارد. تشکیل این فازها اثرات سوء بر روی توزیع تنش های باقیمانده در پوسته داشته و باعث افت سختی (در اثر آستنیت باقیمانده زیاد) یا تردی زیاد قطعه و مشکلات ماشینکاری و فرایندهای بعدی بر روی قطعه می شود.
سختی سطح و مغز قطعه کربن دهی شده تابعی از عوامل مختلف همچون نوع فولاد، مقدار کربن، عناصر آلیاژی و سختی پذیری آن، دمای سخت کردن، سرعت سرد کردن، روش کربن دهی، ابعاد قطعه و غیره است. در حالت کلی، سختی سطح فولاد سمانتاسیون در حدود ۶۵-۵۰ راکول C و سختی مغز آن در فاصله ۱٫۶ میلی متری از سطح در حدود ۵۰ راکول C و در فاصله ۱۰ میلی متری از سطح یک میله به قطر ۵۰ میلی متر معمولاً کمتر از ۲۲ راکول C است.
عمق سخت شده بستگی به عوامل مختلفی چون نوع فولاد و سختی پذیری آن، میزان کربن سطحی، ضریب نفوذ کربن در آستنیت، زمان و دمای کربن دهی، محیط کوئنچ، سرعت سرد شدن، اندازه و ابعاد قطعه و غیره دارد. تحت شرایطی که در ضمن سرد کردن سریع در لایه کربن داده شده فقط مارتنزیت تشکیل شود، ضخامت لایه سخت شده معادل فاصله سطح تا محلی در داخل نمونه است که میزان کربن آن برابر با ۰٫۴ درصد (سختی ۵۵۰ ویکرز یا حدود ۵۲ راکول C) باشد. ضخامت لایه سخت شده با مقطع زدن نمونه و سختی سنجی و یا بررسی سطح مقطع شکست نمونه با بزرگنمایی حداقل ۱۰ برابر می تواند مشخص شود. ضخامت لایه سخت شده برای کاربردهای معمول صنعتی در حدود ۱٫۵ میلی متر است.
میکروساختار فولادهای سمانته:
قبل از عملیات حرارتی سخت کاری، سطح قطعات کربن دهی شده بسته به نوع فولاد، زمان کربن دهی و مقدار کربن سطح معمولاً شامل میکرو ساختاری چون پرلیت خالص، پرلیت و فریت در زمینه آستنیت اولیه و یا پرلیت و سمنتیت (کاربید) در زمینه آستنیت اولیه است. پس از عملیات حرارتی سخت کاری، میکرو ساختار فولاد شامل مارتنزیت به همراه آستنیت باقیمانده است. در صورتی که آستنیت باقیمانده بیشتر از ۳۰ درصد نبوده و به صورت ریز و پراکنده در ساختار توزیع شده باشد، معمولاً مخرب به حساب نمی آید. وقتی که درصد کربن در سطح از ۰٫۸۵ درصد فراتر رود، حضور کاربیدهای آزاد در میکروساختار تقریباً اجتناب ناپذیر است. در لایه های سطحی پر کربن به دلیل تشکیل تیغه های مارتنزیتی خشن (مارتنزیت بشقابی) و برخورد این تیغه ها به یکدیگر در ضمن رشد، ترک های ریزی به وجود می آید. احتمال تشکیل این ترک ها با ریز شدن دانه های فولاد، کاهش درصد کربن و در نتیجه تغییر مورفولوژی مارتنزیت به لایه ای و همچنین با بازپخت کردن مارتنزیت به طور قابل ملاحظه ای کاهش می یابد.
با حرکت از سطح به مغز قطعه، یک تغییر تدریجی در میکروساختار به سمت محصولات استحاله با درصد کم کربن به وجود می آید. در برخی فولادها، فقط یک تغییر ساختار از مارتنزیت پر کربن به مارتنزیت کم کربن دیده می شود ولی در فولادهای دیگر، تغییر ساختاری از پرلیت با سمنتیت پرویوتکتویید به پرلیت و بعد پرلیت و فریت پرویوتکتویید و در نهایت به طور عمده فریتی مشاهده می شود.
در قسمت اول این نوشته، مطالبی را در خصوص فولادهای سمانته، کربن دهی به سطح و انواع روش های آن، سخت کاری سطحی، عمق و مقدار سختی و میکروساختار فولادهای سمانته نوشتیم. ادامه این نوشته را در قسمت دوم و آخر آن پی می گیریم.
نام استانداردی و تجاری فولادهای سمانته:
فولادهای سمانته معمولاً دارای کربن پایین به مقدار ۰٫۰۷ تا ۰٫۲۵ درصد هستند. فولادهای سمانته آلیاژی علاوه بر همین مقدار کربن، دارای عناصر آلیاژی منگنز، کروم، نیکل و مولیبدن و … هم هستند که استحکام و سختی پذیری آن ها را افزایش می دهد. مقدار پایین کربن در این فولادها باعث می شود تا نتوان با سریع سرد کردن این فولادها از ناحیه آستنیتی شاهد تشکیل ریز ساختار سخت مارتنزیت در سطح آن ها بود. در واقع این فولادها قابلیت آبدادن ندارند و سختی نمی گیرند. در نتیجه ما می خواهیم با کربن دهی به سطح این فولادها کاری کنیم تا کربن سطحی به مقداری افزایش یابد که این فولادها قابلیت آبدادن پیدا کنند، به عبارت دیگر بتوان با سریع سرد کردن فولاد از ناحیه آستنیتی شاهد تشکیل مارتنزیت سخت پر کربن در لایه سطحی آن بود.
در جدول زیر به تعدادی از فولادهای سمانته پر کاربرد در کلید فولاد بر اساس شماره مواد آن ها ( استاندارد DIN EN 10027-2) و نامگذاری آن ها طبق استاندارد DIN EN 10027-1 اشاره می شود. در این جدول، معادل این فولادها در استانداردهای آمریکایی (مطابق AISI) نیز معرفی شده است
.

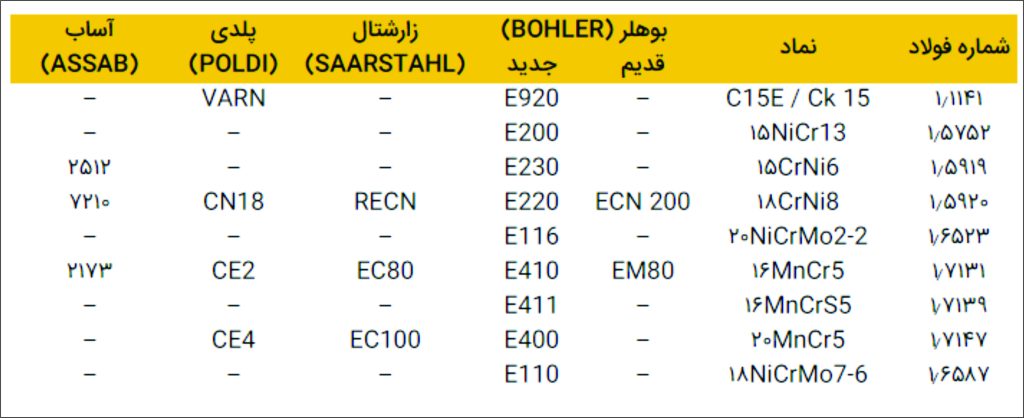
فولادهای سمانته در محصولات شرکت های معتبر فولاد سازی با نام های متفاوتی نامگذاری شده اند. در جدول زیر به برخی از نام های تجاری فولادهای سمانته پر کاربرد در بازار ایران اشاره شده است.